A simple technique to generate in-plane forming limit curves and selected applications
- PDF / 2,059,217 Bytes
- 10 Pages / 598 x 778 pts Page_size
- 37 Downloads / 326 Views
I.
INTRODUCTION
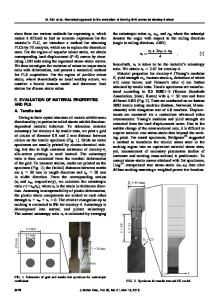
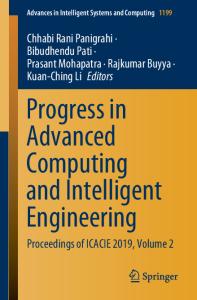
FORMINGlimit diagrams (FLDs), which compare the strains in an industrial stamping to the forming limit curve (FLC) for the sheet metal, are extensively used in the North American forming community (particularly automotive) for tooling trials prior to production stamping and for problem identification/resolution in the production environment.t~,2~ The forming limit curve shown on a forming limit diagram represents limiting principal surface strains corresponding to the onset of localized necking for a wide range of strain paths. The common approach used in North America to determine FLCs is the out-of-plane technique (Figure 1), which involves stretching different width specimens over a rigid punch following the method proposed by Hecker.[3] By varying the specimen width, the lateral constraint (i.e., the amount of material allowed to draw into the die cavity in the width direction) can be varied to achieve failure in modes ranging from uniaxial tension through plane strain to balanced biaxial tension (Figure 2). Some characteristics of out-of-plane punch stretching include the following: (a) the deformation is constrained by tooling geometry, and failure is forced to occur at specific locations in the specimen; (b) bending strains are imposed on the sheet sample, the magnitude of which depend on sheet thickness and punch radius; and (c) large strain gradients are produced because of the presence of friction and curvature. Because of these characteristics, forming limits determined using the out-of-plane method show a dependence on tooling geometry variables such as punch radius, t4] Furthermore, because of the relatively large strain gradients in the specimen imposed by the geometric constraints, strain levels corresponding to failed (necked) and acceptable states are widely separated. Multiple specimens deformed to various fractions of failure height are often necessary to determine limit strains accurately with this method. Finally, because failure K.S. RAGHAVAN, Research Engineer, is with the Cold Rolled and Coated Sheet Division, Bethlehem Steel Corporation, Bethlehem, PA 18016-7699. Manuscript submitted August 4, 1994. METALLURGICAL AND MATERIALS TRANSACTIONS A
occurs in the test specimen at specific locations that are dictated by specimen and tooling geometry, the out-ofplane method is not very sensitive to material defects. An alternate approach to determine forming limit curves is to use an in-plane method. In this case, deformation may be accomplished in a uniform and proportional manner (e2/el kept constant during straining) within the plane of the sheet sample, without imposing any bending on the specimen and avoiding friction effects. Because of these attributes, in-plane forming limits can be more sensitive to material defects and are not influenced to the same extent by tooling geometry variables. Furthermore, since curvature and friction effects are absent, large strain gradients can be avoided in the in-plane test, allowing forming limits to be more accurately defined. Despite the
Data Loading...