A Study on the Effect of Post Metal Etching Polymer Strip Process on Via Resistance
- PDF / 2,471,054 Bytes
- 7 Pages / 417.6 x 639 pts Page_size
- 85 Downloads / 703 Views
451
Mat. Res. Soc. Symp. Proc. Vol. 564 @1999 Materials Research Society
Ti/TiN/AI(Cu)/TiN ARC film stack was deposited and patterned on silicon dioxide. Intermetal dielectric (IMD) film was deposited and oxide CMP was performed to achieve planarity. After that, the fabrication of the tungsten plug via module comprising the following sequential steps was carried out: the deposition of a Ti/TiN liner, the deposition and CMP of tungsten. Next, the second (upper) level metal incorporating a Ti/TiN/AI(Cu)/TiN ARC or TiN/AI(Cu)/TiN film stack was deposited using an Applied Materials Endura. Both levels of metal stack were etched in a Lam Research TCP9608 using a C12/BC13 chemistry. The TCP9608 incorporates an in-situ dry ash for the removal of photoresist. Subsequently, the polymer residues were removed by EKC265. EKC265 is a commercially available polymer stripper that contains hydroxylamine and other proprietary components, and has a pH of about 11. Polymer cleaning was accomplished on a Semitool Magnum using 20 minutes of EKC265 [1]. Besides EKC265, an alternative polymer stripper, known as stripper B in this paper, was also used. Stripper B is also a commercially available
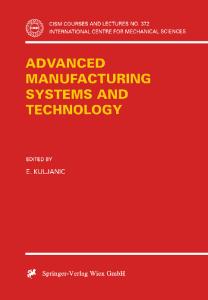
polymer stripper, containing a proprietary mixture of chemicals that has a pH of 5. For stripper B, the wafers were processed at room temperature in a Universal Plastics semi-auto wet bench for 3 minutes followed by DI water rinse and dry. Nitrogen plasma treatment prior to the polymer stripping was performed in the microwave-stripping chamber of a metal etcher. In addition, two different types of titanium glue layers, namely coherent (PVD) and ion-metal-plasma (IMP) titanium, were also sputtered to study the effect of different film microstructure on via resistance. Cross-sections were obtained by a focused ion beam (FIB) and imaged by TEM on a Philips CM200 FEG TEM. Test Structure Two types of via chain measurement structures in Figure 1 were used for electrical and physical characterization in this experiment. Structure X is a two-terminal via chain structure, and consists of 2000 vias and 10,000 vias with a 0.15im full overlap to the underlying metal line, and zero overlying metal/via enclosure, whereas structure Y was a 0. 15ýim full overlap for both underlying and overlying metal lines. Overlying metal line Metal overlap
Via 1 Underlying "Metalline Test Structure Y
Test Structure X
Figure 1.To prevent the impact of metal line-end shortening effect on via resistance characterization, both structures are designed with a 0.1 5jum metal line-end extension. The via is fully overlapped by the underlying metal line. The only differences between structure X and Y is the zero upper metal enclosure.
452
RESULTS & DISCUSSION TEM Analysis of the Phenomenon From the various via resistance measurement structures (via chains) in the 0.2511m testchip, higher resistance values have been found for interconnects where the metal-via overlap is negative. SEM microgaphs taken from the top view show the exposed tungsten plug of these negative overlap stru
Data Loading...