An experimental investigation of reactive atomization and deposition processing of Ni 3 Al/Y 2 O 3 using N 2 -O 2 atomiz
- PDF / 1,348,397 Bytes
- 6 Pages / 597 x 774 pts Page_size
- 80 Downloads / 366 Views
An Experimental Investigation of Reactive Atomization and Deposition Processing of Ni3AI/Y203 Using N2-O2 Atomization
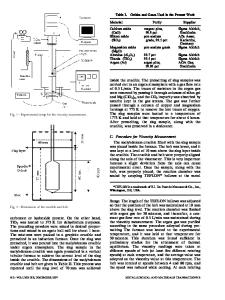
In the present investigation, a relatively new processing technique, reactive atomization and deposition (RAD), is developed to combine atomization, reaction, and consolidation into a single-step process to synthesize ODS and other dispersion-strengthened materials, as shown in Figure 1. This synthesis approach offers the opportunity for in situ, continuous control over alloy composition and chemical reaction between atomized droplets and reactive atomization gas. By carefully selecting alloying addition and reactive gas combinations on the basis of thermodynamic considerations, it is possible to use the present approach to synthesize materials containing in situ dispersoids, such as carbides, niWides, and oxides. A Ni3A1 intermetallic compound was selected as the matrix material due to recent interest in this class of material for elevated-temperature applications, tS] Accordingly, pure nickel and aluminum with an atomic ratio of 3:1 were placed in a zirconia crucible; 0.02 wt pct B was added in a form of NieB to improve room-temperature ductility.[6,7] Also, 1 to 2 wt pct Y was added to enhance the reactivity of the alloy. The Ni-AI-B-Y mixture was melted under nitrogen atmosphere up to a maximum temperature of 1600 ~ to 1650 ~ where it was held for 10 minutes. Then, the molten alloy was delivered to an atomizer using a ceramic delivery tube, where it was atomized using either N2 or Nz-XO2 gas mixtures (where X = 5, 15, and 35 wt pct), and the atomized droplets were subsequently deposited on a water-cooled copper substrate. Some of the primary processing parameters are listed in Table I. Following RAD processing, chemical analyses, X-ray diffraction, scanning electron microscopy (SEM), and transmission electron microscopy (TEM) were conducted. The cooling rates were determined from measurements of secondary dendrite arm spacing (SDAS)
XIAOLU ZENG, HUIMIN LIU, MEN G. CHU, and ENRIQUE J. LAVERNIA A large number of oxide dispersion-strengthened (ODS) systems have been successfully developed using a variety of techniques since the use of inert additions to improve the elevated-temperature properties of metals and alloys was first reported in 1910. [1-4] The elevatedtemperature strength and thermal stability typically associated with ODS alloys are generally derived from the presence of refractory oxide particle~ less than 0.1 /xm in size, which are evenly distributed within an alloy powder particle in such a manner as to lead to interparticle spacing of less than 0.5 ~ m in a consolidated product. XIAOLU ZENG, Graduate Student, HUIMIN LIU, Assistant Specialist, and ENRIQUE LAVERNIA, Associate Professor of Materials Science and Engineering, are with the Department of Mechanical and Aerospace Engineering, University of CaliforniaIrvine, Irvine, CA 92717. MEN G. CHU, Technical Specialist, is with the Molten Metal Processing Division, ALCOA Technical Center, Alcoa Center, PA 15069. Manuscript submitted
Data Loading...