Casting of High-Aluminum-Content Mg Alloys Strip by a Horizontal Twin-Roll Caster
- PDF / 2,809,919 Bytes
- 11 Pages / 593.972 x 792 pts Page_size
- 43 Downloads / 273 Views
NTRODUCTION
TWIN roll casting has a beneficial effect on manufacturing magnesium alloy strip. In case of conventional twin-roll casting on magnesium alloy, the applicable alloy was only wrought magnesium alloy AZ31. Magnesium alloy AZ91D is generally used for die casting. These wrought magnesium alloys contain low aluminum contents. High-aluminum-content magnesium alloys might be of benefit for high strength.[1,2] Few publications report higher aluminum contents than the fabrication of AZ91 magnesium alloy strip.[3–10] The twin-roll casting process is expected about extend the range of application of low formability material, because strip cast made by twin-roll increase the formability due to rapid solidification.[11,12] This study carries out the casting of high-aluminum-content magnesium alloys by a horizontal twin-roll caster. In this study, AZ91D and AZ121 magnesium alloys were used. The aluminum content of AZ121 was 12 pct. The effects of parameter were investigated, such as casting parameter, productivity, heat-treatment condition, microstructure, possibility of rolling, and mechanical properties. II.
EXPERIMENTAL METHOD
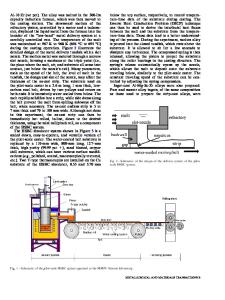
A schematic illustration of the horizontal twin-roll caster is shown in Figure 1. A horizontal-type twin-roll caster was equipped with a nozzle. This nozzle was
HIDETO HARADA and ENDO MASAKI, Graduate Students, SHINICHI NISHIDA, Assistant Professor, and HISAKI WATARI, Professor, are with the Faculty of Engineering, Graduate College of Gunma, Hon-cho, Ota-City, Gunma 373-0057, Japan. Contact e-mail: [email protected] Manuscript submitted January 30, 2013. METALLURGICAL AND MATERIALS TRANSACTIONS B
movable. The size of the twin-roll was u300 9 W150, and copper rolls were used. The coefficient of Cu thermal conductivity was 390 W/mK. This roll can solidify molten metal rapidly because the cooling power of a roll is improved compared with the conventional twin-roll caster using a steel roll. Therefore, this caster can cast at a low road. Galling of roll was decreased by a low road. The upper roll was able to move up and down. The strip was rolled by a low spring force. A couple of springs was used, and the rate of spring was 10 kN/mm. The lower roll was fixed. The rolling load was very small. This load means that the strip was not rolled during the strip casting process.[13] An adjustment of sheet thickness did not use pressure. Solidification thickness is same as sheet thickness. Roll gap does not so effect on sheet thickness. A casting nozzle was used to set the solidification length precisely. The nozzle was set at the upside of the roll to adjust the thickness of solidified layer. Then, a heat insulating cloth was pasted to the nozzle and the side-dam plate. The thickness of heat insulation is 1.8 mm. The molten metal pool consisted of an upper nozzle, a lower nozzle, and a side-dam plate. The nozzle and side-dam plate were made of mild steel. The side-dam-plate set up to roll by spring force as spring rate 0.15 kN/mm to prevent leak. One side-dam plate contained three springs. This side-dam pla
Data Loading...