Deposition of Adherent Diamond Films on Sapphire Substrates
- PDF / 1,255,744 Bytes
- 5 Pages / 414.72 x 648 pts Page_size
- 69 Downloads / 399 Views
Mat. Res. Soc. Symp. Proc. Vol. 423 0 1996 Materials Research Society
0.8 0
"•
0
"•"0.7 -
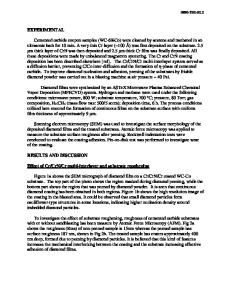
Diamond Silicon
0.6-
Sapphire
x. 0.5 0.4 -
-
1
1
1
1
400 500 600 Temperature (°C)
700
800
A ECR deposition temperature "....
Typical deposition temperature:
E 0.3.C
0.2-
S0.1 _j0.0
0
100
200
300
900
Figure 1. Linear thermal expansion of diamond, silicon and sapphire versus temperature. expected to be less than 0.25%, resulting in a substantial decrease in the thermal stresses as compared to deposition of diamond films under standard conditions (substrate temperatures 800 to 950 'C). To achieve a high density (-10' cm 2 ) of nuclei on the surface, a colloidally dispersed suspension of diamond powder with average grain size of 0.2 jAm was prepared and uniformly dispersed on the surface of the sapphire substrate. EXPERIMENT Due to the large energy barrier to diamond nucleation on non-diamond material, it was necessary to provide a preexisting coverage of diamond nuclei on the sapphire surface. To achieve this, a colloid of diamond with an average particle size of less than 0.25 Aim was suspended in acetone. The sapphire substrate was then immersed in the stable suspension so that a uniform seeding of diamond was achieved. This seeding step was found to be critical for the formation of continuous films. Diamond films were deposited using an electron-cyclotronresonance (ECR) enhanced chemical-vapor-deposition system using methanol and hydrogen gas as growth precursors. The ECR plasma system uses an imposed magnetic field to enhance the efficiency of energy transfer from the applied microwaves to the free electrons in the plasma at low pressures. A substrate temperature of approximately 500 - 550 'C was employed during the deposition process, while the total gas pressure was kept at 1.00 Torr. The composition of the process gas was approximately 1% methanol and 99% hydrogen. The relatively low pressure in the plasma chamber results in the formation of a uniform large area plasma. Under these conditions, the lower limit for the deposition of good quality diamond films was approximately 500 'C, and the average growth rate was -0.2 jim/hour. RESULTS Figure 2 shows the surface morphology of a diamond film on a sapphire substrate at two different magnifications. Low magnification (Figure 2(a)) shows that the film is continuous over a relatively large area. Optical evaluation of the diamond-coated sapphire samples showed no visible peeling or cracking over the entire surface (approximate area - 2 cm 2), except at the edges of the film. The edge cracking was attributed to the high shear stresses induced by discontinuity of the film at the substrate edge. These results are in sharp contrast to other studies, where the 372
continuous areas in the films were less than 20 gtm 2.[2] Figure 2(b) shows the surface morphology of the diamond films at higher magnification (50x of Figure 2(a)). The figure shows faceted particles characteristic of the diamond phase. The small grain-size (
Data Loading...