Direct observation and numerical simulation of molten metal and molten slag behavior in electroslag welding process
- PDF / 1,778,947 Bytes
- 8 Pages / 595.276 x 790.866 pts Page_size
- 30 Downloads / 365 Views
RESEARCH PAPER
Direct observation and numerical simulation of molten metal and molten slag behavior in electroslag welding process Y. Ogino 1
&
S. Fukumoto 1 & S. Asai 1 & T. Tsuyama 2
Received: 24 April 2020 / Accepted: 16 July 2020 # International Institute of Welding 2020
Abstract The electroslag welding process involves high heat inputs and high deposition rates. In this process, the weld region is surrounded by the base metal and/or devices; therefore, it is difficult to observe the phenomenon and understand the mechanism of weld formation. In this study, we directly observe the molten region formed during the process and construct a numerical model to discuss the phenomena especially the construction of the molten region, the flow field of the molten region, and the metal transfer. A device for direct observation was constructed, and the molten region was observed. The molten slag flows from the wire tip to the molten metal interface, and the direction of flow is changed to the side at the interface. The molten metal flows from the center to the side region at the interface of the slag and metal. The penetration depth is governed by the behavior of the molten metal. In addition, droplet transfer from the wire is observed, and this transfer occurs in the spray or rotating mode. The simulation results indicate a tendency similar to that deduced via direct observations. Thus, the mechanism of penetration can be elucidated more clearly using these tools. Keywords Electroslag welding . Molten slag and metal flow . Visualization
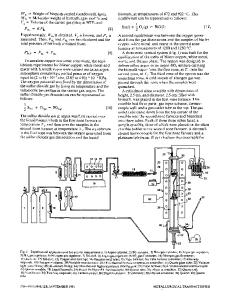
1 Introduction Electroslag welding (ESW) is a high heat input and high deposition rate welding process that is typically applied to large constructions such as steel columns and shipbuilding. A schematic diagram of the process is illustrated in Fig. 1. The groove surrounded by the base metal and water-cooled copper is filled by the deposition metal through a single pass. Generally, the welding direction is upward. In this process, the heat source to melt the base metal and the wire is the resistive heat of the slag, and molten slag and molten metal coexist in the weld pool region. ESW has been used for many years in the industry, and a highly productive and highly qualitative process is demanded. Some studies have been conducted to develop Recommended by Study Group 212 - The Physics of Welding * Y. Ogino [email protected] 1
Graduate School of Engineering, Osaka University, 2-1 Yamada-oka, Suita, Osaka, Japan
2
Kawada Industries, Inc., 17 Nishiminato-machi Tadotsucho, Nakatado-gun, Kagawa, Japan
high-performance ESW processes [1, 2]. Kenyon et al. develop a special filler wire for ESW process of the high nickel alloy, and its mechanical properties of weld joint were improved [3]. Bennett et al. applied an improved ESW process to narrow gap butt joint, and the fatigue strength of the weld joint was improved [4]. Den et al. constructed a numerical model of the temperature field, residual stress, and deformation in the ESW process, and the simulation result agreed with th
Data Loading...