Factors Influencing Stress-Corrosion Cracking of High-Strength Steel Weld Metals
- PDF / 662,681 Bytes
- 7 Pages / 594 x 774 pts Page_size
- 40 Downloads / 374 Views
improvement in K~s~ value for a 10Ni steel of high purity (0.0006 wt pct S, 0.0011 wt pct P) compared to that of normal purity (0.011 wt pct S, 0.010 wt pct p ) . 6 More recently, Briant and Banerji have shown that because of a tendency to concentrate in grain boundaries during tempering, bulk sulfur concentrations as low as 40 ppm were sufficient to cause martensite embrittlement in a tempered Ni-Cr steel of high purity produced in the laboratory. 3 Thus, there is ample evidence to clearly indicate that consideration of impurity effects is germane to efforts at optimizing the SCC properties of weld metals. The present studies were designed to ultimately identify promising paths for developing improved high-strength steel weldments. The effects of welding process and weld metal composition on the microstructure, metallurgy, and SCC properties of the deposited weld metals were studied. The data analysis focuses on the influence of welding procedures, yield strength, electrochemical potential, and the impurity-sulfur--on SCC performance as indexed by the fracture mechanics parameter for the SCC threshold, Ktscc. Correlations between the cited variable parameters and K~sc~are made.
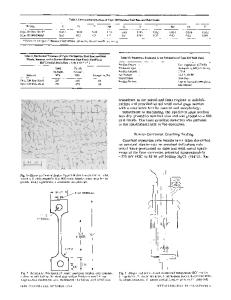
MATERIALS The weld metals characterized in these studies were from weldments in the HY-130 and HY-100 systems fabricated by either the gas metal arc (GMA) or gas tungsten arc (GTA) processes. Three different filler materials--140S, AX140, and HY-130--were used to prepare the various HY-130 weldments; the filler material 120S was used to prepare the three HY-100 weldments. The as-fabricated weldments were all 38 mm (1.5 in.) thick with a modified double-V joint configuration. The chemical composition and tensile
U.S. GOVERNMENT WORK NOT PROTECTED BY U.S. COPYRIGHT
VOLUME 12A, JUNE 1981--1099
Table I. Chemical Composition of Deposited Weld Metals (Ref. 7) Electrode/
Chemical Analysis (Wt Pet)
Code
Process*
C
O
S
C,D
140SIGMA 140S/GTA AX140/GMA AX140/GTA HY-130/GMA HY-130/GTA 120S/GMA 120S/GTA
0.11 0.13 0.093 0.11 0.083 0.077 0.10 0.11
0.0167 0.0010 0.0205 0.0017 0.0400 0.0012 0.0201 0.0020
0.003 0.003 0.007 0.005 0.002 0.001 0.008 0.009
F R S G T A, B Z
" P
Mn
Ni
Cr
Si
Me
V
AI
Cu
0.004 0.004 0.009 0.007 0.006 0.005 0.004 0.005
1.32 1.43 1.50 1.47 0.69 0.78 1.31 1.54
2.81 2.97 2.59 2.78 4.99 4.88 2.50 2.48
0.60 0.67 0.91 0.82 0.56 0.56 0.45 0.37
0.32 0.35 0.31 0.33 0.23 0.25 0.23 0.35
0.84 0.83 0.61 0.60 0.49 0.48 0.43 0.46
0.010 0.011 0.016 0.030 0.063 0.059 0.008 0.005
0.006 0.009 0.005 0.012 0.058 0.088 0.007 0.011
0.039 0.037 0.057 0.047 0.17 0.13 0.16 0.19
* G M A - - g a s metal arc; G T A - - g a s tungsten arc.
Table II. Tensile Properties of Deposited Weld Metals (RoI. 7)
Code
Electrode
Welding Process*
C D F R S G T A B Z
140S 140S 140S AX140 AX140 HY-130 HY-130 120S 120S 120S
GMA GMA GTA GMA GTA GMA GTA GMA GMA GTA
Yield Strength 0.2 Pet Offset, MPa
Tensile Strength, MPa
Elongation, Pet
Reduction in Area, Pet
869 993 1041 1034 1041 938 1048 820 862 931
965 1055 1048 1096 1055 993 1048
Data Loading...