Infiltration of fibrous preform by molten aluminum in a centrifugal force field
- PDF / 409,651 Bytes
- 7 Pages / 612 x 792 pts (letter) Page_size
- 84 Downloads / 342 Views
INTRODUCTION
MANY fabrication methods have been proposed for metal-matrix composites. Among them, the pressure infiltration method is one of the most useful techniques,[1] and most of metal-matrix composite products are produced by this method.[2,3] Several means have been used to apply high pressure to infiltrate molten metal into fibrous preforms. From an industrial viewpoint, it is useful to apply high pressure by a punch mechanically. However, since a metallic punch that has relatively large heat capacity and high heat conductivity is usually used, and it contacts the molten metals directly, it hastens solidification. As a result, the method requires higher pressure than that necessary for the completion of infiltration. Gas pressure is also used to apply high pressure and it has an advantage in controlling solidification of molten metals.[4] However, the productivity of this process is often low. In those methods, pressure is transferred directly by the punch or gas that contacts a molten metal. On the other hand, there is a possibility to generate high pressure indirectly in molten metals by centrifugal force. However, most of the articles related with centrifugal force are concerned with the segregation of particles in molten metal during solidification, which occurs due to the density difference between particles and the metal.[5] Very few articles have been published on the research of the infiltration of molten metal into fibrous preform by centrifugal force.[6,7,8] The objective of this study is to examine experimentally the infiltration in a centrifugal force field and to analyze theoretically the infiltration phenomenon. II.
EXPERIMENTAL PROCEDURE
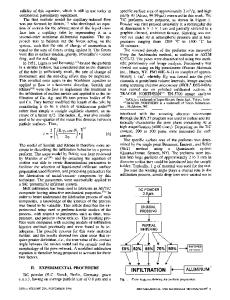
A schematic of the apparatus used for the experiment is shown in Figure 1. A preheated graphite container of uniform cross section, balanced by a counterweight, in which a preheated fibrous preform is set on the bottom is rotated. When the rotational speed reaches the aimed value, molten
YOSHINORI NISHIDA, Chief of Composite Materials Laboratory, and ITARU SHIRAYANAGI, Researcher, are with the National Industrial Research Institute of Nagoya, Nagoya 462, Japan. YOSHIBUMI SAKAI, Professor, is with the Daido Institute of Technology, Nagoya 457, Japan. Manuscript submitted December 27, 1995. METALLURGICAL AND MATERIALS TRANSACTIONS A
pure aluminum is poured into the pouring device concentric with the rotation shaft. The high-angular velocity of the graphite container results in high pressure being generated in the molten aluminum due to centrifugal force when the container is instantaneously filled, and infiltration of aluminum into the preform is thus initiated. Preheat temperatures of the preforms, the graphite container, and the pouring device were 703, 673, and 723 K, respectively. The pouring temperature of molten aluminum was 1023 K. The pouring device has a small graphite pipe that is connected with the graphite container and rotates with it. Poured molten aluminum flows quickly through the graphite pipe to the graphite container by the centrifugal f
Data Loading...