Investigation on the modelling and characterization of top edge burr formation in slotting finned tube
- PDF / 7,864,590 Bytes
- 15 Pages / 595.276 x 790.866 pts Page_size
- 1 Downloads / 282 Views
ORIGINAL ARTICLE
Investigation on the modelling and characterization of top edge burr formation in slotting finned tube Xueqin Pang 1 & Xiao Liu 1 & Jiayang Zhang 1 & Wenjun Deng 1 Received: 26 May 2020 / Accepted: 29 October 2020 # Springer-Verlag London Ltd., part of Springer Nature 2020
Abstract In this study, a three-dimensional finite element model is utilized to analyse the top edge burr formation in orthogonal slotting copper finned tubes. To describe the top edge burr generation, a conceptual model is developed to explain the material shear failure. The normalized Cockroft-Latham criterion is employed for a general understanding of the plastic behaviour and burr formation, and the critical damage value is obtained to qualify the burr geometries by tensile tests. Based on material side flow and the progressive deformation behaviour, the characteristics and mechanism of top edge burr formation are further investigated. The results show that the top edge burr is formed by a combination of material tear and sideward flow. The top edge burr formation process can generally be divided into three phases: the initiation of the deformation bulge, the development of the deformation bulge, and tear formation. The characteristics of the top edge burr also consist of three parts: basal deformation area, tensile area, and top tear area. The three parts of the burr characteristics correspond to the three phases of the burr formation process. Additionally, the influences of rake face, feed rate, and cutting speed on the burr size are studied based on a quantitative method. The study provides a basis for the minimization of top edge burr formation and optimization of machining parameters. Keywords Slotted finned tube . Top edge burr formation . Conceptual model . FEM . Burr control
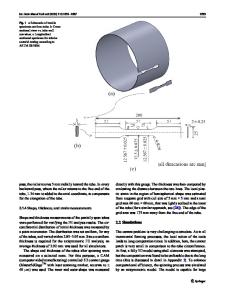
1 Introduction Pure copper is widely applied in the field of heat dissipation since copper and its alloy have high thermal conductivity and corrosion resistance [1–3], and slotting is a convenient and cost-efficient way to fabricate copper finned tubes [2, 4]. However, in machining the three-dimensional finned tube, the undesirable burrs are invariably generated near the edge of the components and give rise to poor surface integrity and a more challenging handling process of the machined parts. For instance, the groove cutting operation is shown in Fig. 1 with the top burr formed. The material side flow and burr formation, together with chips, occurring in the cutting process,
* Wenjun Deng [email protected] 1
School of Mechanical and Automotive Engineering, South China University of Technology, 381, Wushan Road, Tianhe District, Guangzhou 510641, Guangdong, China
result in many problems during inspection, assembly, and automation of finned tube manufacturing. The negative effect would enhance the output cost if deburring via sophisticated manufacturing is indispensable. Thus, to reduce deburring operations, it is necessity to understand the burr formation mechanism and analyse the effect of machining parameters on burr size. In recent deca
Data Loading...