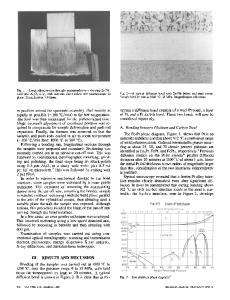
Microstrucure of explosively welded 0.1 Pct carbon mild steel tubes to 0.2 Pct carbon mild steel plate
- PDF / 4,306,723 Bytes
- 10 Pages / 612 x 792 pts (letter) Page_size
- 11 Downloads / 331 Views
i. INTRODUCTION T H E explosive weldingof metals is now established as a practical technology and a large variety of metals can be bonded with this technique.l,e Melting is not a necessary conditionnor do the plastic properties of the two metals to be welded impose significant limitations on the process. 2 The main limitation with this welding method is that, so far, it has been possible to weld together only very simple geometrical shapes, such as flat surfaces or cylindrical surfaces. Consequently,apart from one example in the joining of earthing strips,3 most work within the U. K. power generation industry has been confined until recently to the pluggingof leaking joints in indirect contact heat exchangers.%s However, consideration is now being given to the use of explosive weldingfor the repair of mild steel feed heaters.S The weldingprocedure selected for this is generally the parallel geometry technique since this is least influencedby tube plate ligament thickness. 6 The essentialfeatures of the tube-to-tube plate welding procedures, including the parallel geometry technique, as used by several groups both within the U. K. and U.S.A., have been summarized by Crossland.6 During explosive weldingthe surface of one of the members is effectively 'peeled off' to form a highvelocity jet which scours the surface of the other component.I The two clean surfaces produced are forced together by the explosive pressure, which for a mild steel to mild steel weld has been calculated to be in the range 4.5 x 103 to 13.3 • 10s MPa.v Generally it is considered that on collision the shear strengths of the componentmetals are negligible, so
that for a s h o r t t i m e they behave as i n v i s c i d fluids. 1 The weld zone is m o r e localized than in a c o n v e n t i o n a l weld with a c h a r a c t e r i s t i c r e g u l a r wave f o r m in which r e g i o n s of s o l i d - p h a s e bonding a l t e r n a t e with v o r t i c e s in which local m e l t i n g o c c u r s , s,9 T h e r e a r e t h r e e m a i n s o u r c e s of l o c a l i z e d heating at the weld i n t e r f a c e ; I a) heat f r o m detonation of the explosive; b) i n t e r n a l h e a t i n g in the component m e t a l s r e s u l t i n g f r o m the h i g h - p r e s s u r e shock waves and the attendant p l a s t i c d e f o r m a t i o n ; and c) adiabatic heating of g a s e s c o m p r e s s e d between the p l a t e . A f t e r the p a s s a g e of the shock wave, heat is conducted r a p i d l y f r o m the i n t e r f a c e by the l a r g e m a s s of m e t a l a d j a c e n t to the weld. R a t e s of cooling of the o r d e r of 107 deg s -1 have b e e n c a l c u l a t e d by W i l l i a m s e t a l I~ and Ruhl n for the i n t e r f a c e and s i n c e t h e s e a r e c o m p a r a b l e to those e n c o u n t e r e d d u r i n g ' s p l a t ' cooling the m o l t e n v o r t i c e s develop c h a r a c t e r i s t i c n o n e q u i l i b r i u m m i c r o s t r u c t u r e s f l '9 A l a r g e local s t r a i n a c c o m p a n i e s the p a s s
Data Loading...