Properties of friction-stir-welded 7075 T651 aluminum
- PDF / 2,038,502 Bytes
- 10 Pages / 612 x 792 pts (letter) Page_size
- 99 Downloads / 383 Views
I.
INTRODUCTION
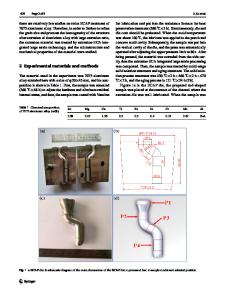
Friction stir welding, a solid-state process invented at TWI (Cambridge, United Kingdom), in 1991, is a viable technique for joining aluminum alloys that are difficult to fusion weld.[1–5] A schematic illustration of the weld process is shown in Figure 1. To friction stir weld either a butt or lap joint, a specially designed cylindrical tool is rotated and plunged into the joint line. The tool has a small diameter entry probe with a concentric larger diameter shoulder. When descended to the part, the rotating entry probe contacts the surface and rapidly friction heats and softens a column of metal. As the probe penetrates beneath the surface, part of this metal column is extruded above the surface. This essentially is the only flash created during the weld process. The depth of penetration is controlled by the tool shoulder and length of entry probe. When the shoulder contacts the metal surface, its rotation creates additional frictional heat and plasticizes a cylindrical metal column around the inserted pin. During welding, the metals to be joined and the tool are moved relative to each other such that the tool tracks the weld interface. The rotating tool provides a continual hot working action, plasticizing metal within a narrow zone while transporting metal from the leading face of the pin to the trailing edge. Friction stir welding (FSW) is a solid-state joining process with the weld completed without creation of liquid metal. A moving column of stirred hot metal consumes the weld interface, disrupting and dispersing aluminum surface oxides. The weld cools, not solidifies, as the tool passes, forming a defect-free weld. The process not only generates a M.W. MAHONEY and C.G. RHODES, Senior Scientists, J.G. FLINTOFF and W.H. BINGEL, Members of the Technical Staff, and R.A. SPURLING, Research Scientist, are with the Rockwell Science Center, Thousand Oaks, CA 91360. Manuscript submitted September 10, 1997. METALLURGICAL AND MATERIALS TRANSACTIONS A
heat affected zone (HAZ), but within this HAZ near the weld nugget a thermomechanically affected zone (TMAZ) is also produced, as shown in the micrograph of Figure 2(a) and illustrated schematically in Figure 2(b). Further, as shown in Figure 2(a), the friction stir weld appears broad at the top surface with a smaller well-defined weld nugget in the interior. The weld nugget corresponds to the tool probe that penetrates through the sheet thickness, whereas the broader surface deformation and subsequent surface recrystallization are associated with the rotating tool shoulder. All regions are considered part of the weld microstructure; however, the surface deformation caused by the tool shoulder is relatively shallow in depth. In a previous article,[6] we reported the influence of the friction stir process on the microstructure of 7075 Al. Being a solid-state process, friction stir welding has the potential to avoid significant changes in microstructure and mechanical properties that usually accompany fusion welds. The objectives of this study were to ev
Data Loading...