Rapid Manufacturing with Direct Metal Laser Sintering
- PDF / 135,100 Bytes
- 6 Pages / 612 x 792 pts (letter) Page_size
- 66 Downloads / 346 Views
LL1.2.1
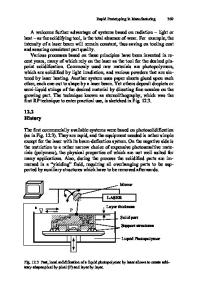
Rapid Manufacturing with Direct Metal Laser Sintering J-E. Lind, J. Hanninen, J. Kotila, O. Nyrhila and T. Syvanen Rapid Manufacturing Development Group EOS Finland Aholantie 17 21290 Rusko, Finland ABSTRACT The term Rapid Manufacturing is today very often used as a substitute for Rapid Prototyping, because the manufacturing processes and materials have developed so much that the parts produced with the machines can even be used as functional production parts. For Direct Metal Laser Sintering (DMLS) this was enabled by the introduction of the powders for 20 micron layer thickness; steel-based powder in 2001 and bronze-based powder in 2002. Successful rapid manufacturing with DMLS does not only mean the reduction of layer thickness, but it is a sum of many factors that had to be optimized in order to make the process work with the 20 micron layer thickness: the metal powder behavior in very thin layers is not the same as with thicker layers, the demands for the support structures are higher and the possibility of using multiples of the layer thickness gives additional freedom. By optimizing the process parameters the UTS values for the steel-based powder increased up to 600 MPa and for the bronze-based powder up to 400 MPa. At the same time the surface roughness (Ra) values after shot peening were 3 microns and 2 microns, respectively. Although using thinner layers also increases the building time the advantage is gained in drastically reduced finishing times due to increased surface quality and detail resolution. Typical geometries produced by DMLS are difficult-tomanufacture components and components typically produced by P/M or even by die-casting. The paper covers the development aspects in both material and process development and also presents some realized case studies. INTRODUCTION Rapid manufacturing (RM) can be briefly described as any manufacturing that is able to fabricate products in a time, which is short in a relative sense. The definition of short in time always refers to the present knowledge of available and established technologies and process chains. In addition, using a single additive technology may not always be the most effective way of fabricating parts. Instead, a combination of additive and conventional technologies exploiting their strengths is usually the fastest and most economical way of minimizing the project leadtime. Since the beginning of the Rapid Prototyping (RP) era in the beginning of the nineties the definition of a short lead-time has step by step changed from months to days. However, this change still can not be applied to every case and application, the larger and more complex the part is the longer is the fabrication time. DMLS was first developed to be a Rapid Tooling (RT) method for injection molding tools. The development was done in cooperation by EOS Gmbh and Electrolux Rapid Development (now Rapid Product Innovations). The cooperation achieved success in 1995 when the first bronze-based powder for 100 µm layer thickness (DirectMetal 100) and a laser-sintering
Data Loading...