Read sensor technology for ultrahigh density magnetic recording
- PDF / 3,164,755 Bytes
- 6 Pages / 585 x 783 pts Page_size
- 14 Downloads / 330 Views
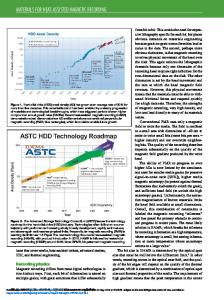
oduction Magnetoresistive (MR) read heads have been used in HDDs since 1990. IBM commercialized the first anisotropic magnetoresistive (AMR) head in 1991 and subsequently launched the first giant magnetoresistive (GMR) spin valve head in 1997. The introduction of AMR and GMR heads enabled significant recording areal density growth of 60–100% per year for almost a decade. To further advance recording density, the tunneling magnetoresistive (TMR) head was introduced by Seagate in 2004. The transition from AMR to GMR to TMR reader facilitated an area density boost from 2–3 Gbpsi to 200 Gbpsi to today’s 1 Tbpsi, along with recording scheme migration from longitudinal to perpendicular recording in 2006. The MR read head structure principally consists of a ferromagnet/nonmagnet/ferromagnet (FM/NM/FM) trilayer MR sensor, a magnetic stabilization layer (antiferromagnetic pinning layer), and magnetic shielding layers (Figure 1a). Now that the areal density of perpendicular recording is approaching its limit of ∼1 Tbpsi, a transition to a new recording method is required. The initial goal will be 2 Tbpsi within several years, and thereafter in the range of 5 Tbpsi in a decade or so.2 The size of the read sensor (width and thickness) has to be smaller than 20 nm for 2 Tbpsi and smaller than 13.5 nm for 5 Tbpsi because the sensor size determines the spatial 1
resolution of magnetic field sensing.3 The sensor width is defined by lithography and the sensor thickness corresponds to the shield-to-shield spacing (Figure 1a). Reduction of the sensor size will lead to an increase in the resistance of the sensor and a decrease in the volume of magnetic layers, which give rise to increases in thermal electric noise (Johnson noise and shot noise) and in thermal magnetic noise, respectively.4 Hence, the signal-to-noise ratio (SNR) of the sensor is degraded as the sensor size is shrunk. New read sensors for next-generation high-density recording must exhibit sufficiently large voltage output (>10 mV) with a substantially low resistance-area (RA) product using thin total sensor thickness (shield-to-shield spacing) for low noise, high speed and high spatial resolution reading operations. Figure 1b shows the usable RA and MR ratio estimated for read sensors for 2 Tbpsi areal density calculated using standard signal and noise scaling projections by Takagishi et al.3 A MR ratio larger than 20% is required at RA = 0.1 Ω μm2, while the required MR ratio increases rapidly as the RA value of the sensor decreases or increases from 0.1 Ω μm2. The increasing MR ratio requirement for the low RA range is due to increasing spin transfer torque noise. The higher MR ratio required for RA > 0.1 Ω μm2 is due to the thermal electric noise in this regime. Therefore, an RA of 0.1 Ω μm2 is considered
Tomoya Nakatani, National Institute for Materials Science, Japan; [email protected] Zheng Gao, Recording Head Development Group, Western Digital Corporation, USA; [email protected] Kazuhiro Hono, Research Center for Magnetic and Spintronic Materials, Natio
Data Loading...