Severe plastic deformation of AA 5083 and copper bimetallic metal
- PDF / 2,685,835 Bytes
- 9 Pages / 595.276 x 790.866 pts Page_size
- 19 Downloads / 410 Views
Severe plastic deformation of AA 5083 and copper bimetallic metal Ananda Babu Varadala1 · Swami Naidu Gurugubelli2 · Sateesh Bandaru3 Received: 9 May 2020 / Accepted: 20 August 2020 © Springer Nature Switzerland AG 2020
Abstract The purpose of the present study is to investigate the effect of Cu casing and wall thickness of the drilled copper bars on uniform distribution of imposed stain in terms of structural homogeneity and distribution of micro-hardness in the severely deformed AA 5083 after equal channel angular extrusion (ECAE). In this study, AA 5083 cylindrical inserts of 6 mm, 8 mm and 10 mm diameter with 100 mm length are tightly inserted in the 16 mm square copper bars having the respective diameter holes. The square cross sectioned AA 5083 billets of 16 mm × 16 mm and 100 mm length are also considered as feedstock. The longitudinal surfaces of the bimetallic metals are polished and annealed at 530 °C for 1 h and then processed by ECAE up to four passes in route A (same sense after every pass without any rotation) at room temperature using a die with square cross-sectioned channels having channel intersection angle (ϕ) 105° and outer corner angle (Ψ) 30°. The initial grain size of 60 µm has been greatly refined and the ultrafine grains of the sizes in the range of 400–700 nm are formed in the extruded AA 5083 inserts after the four passes. The microhardness of extruded AA 5083 significantly increased from 69 to 134 VHN, 132, 176 and 157 respectively for the square billets without Cu casing and cylindrical inserts with the diameters of 6, 8 and 10 mm covered with Cu casing after the four passes. The variations in the microhardness measurements at different regions on the sectioned surfaces are also investigated in this study. The requirement of pressing force is very significantly reduced by using copper casing which is having more ductile nature and the frictional forces between the copper and steel die are very less as compared to the Aluminium and steel. The chances of formation of dead metal zone are avoided by filling the corner gap by cooper metal during the ECAE process. The uniform distribution of strain imposed on the severely deformed billets develops the homogeneous ultrafine grain structure and significantly improves the micro-hardness of the processed material. Keywords ECAE · Al–Mg alloy · Grain refinement · Copper casing · Microhardness
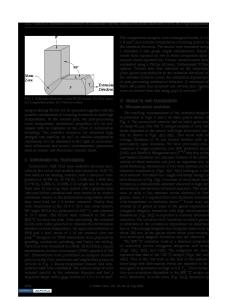
1 Introduction Equal channel angular extrusion is a most significant process among various Severe Plastic Deformation (SPD) processes for improving mechanical properties of materials by producing ultrafine grains [1]–[3].The process of ECAE uses a die having two channels of similar crosssection connected at a specified channel angle (ϕ) and outer angle (Ψ) [4]. When the material passes through the plastic deformation portion of the die high shear strain is
induced in the materials [5, 6]. The processing route can be altered between the successive passes by using different orientations of the billets in 0° (route-A), 90° in an alternate orientation (rout
Data Loading...