Study on Surface Depression of Ti-6Al-4V with Ultrahigh-Frequency Pulsed Gas Tungsten Arc Welding
- PDF / 1,376,000 Bytes
- 7 Pages / 593.972 x 792 pts Page_size
- 106 Downloads / 369 Views
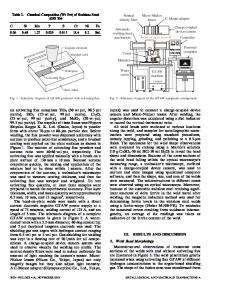
RC welding is a traditional process technology in industry. Surface depression can be observed with the arc welding process.[1–3] It was caused by an impact of arc plasma or arc pressure. Lin and Eagar indicated that the surface depression was created by arc pressure that caused forced vortex,[4] and significant penetration can be found with large pressure.[5,6] Jia and Cook demonstrated that the arc force varied with square welding current and the plasma jet force was the crucial element of arc force.[7,8] With less than 200 A, the plasma drag force can be ignored as a driving force of molten pool in previous research[9]; however, it was still an important factor for the surface depression. The force model was improved by Rokhlin and Guu, who discussed the correlation between the arc force and the surface depression during arc welding.[10] The force balance of surface tension, liquid pressure, and arc force was the key source for the analysis. In the previous research with pulsed arc welding, the large arc force was created with high-frequency pulsed current.[11,12] The effect of arc force on surface deformation was described by modeling with stainless steel,[13] and deep depression was preYANG MINGXUAN, Lecturer, YANG ZHOU, Ph.D. Candidate, and QI BOJIN, Professor, are with the Department of Materials Processing, Beijing University of Aeronautics and Astronautics, Beijing 10000, P.R. China. Contact e-mail: [email protected] Manuscript submitted February 11, 2015. Article published online June 12, 2015. METALLURGICAL AND MATERIALS TRANSACTIONS B
dicted with titanium alloys. The results indicated the huge effect of surface depression on the fluid in molten pool, including melting process, temperature distribution, and liquid velocity, which were important for fluidity and solidification. The fluid status and welds can be recognized as the presentation of dynamic physical phenomenon of arc plasma. Conventional thermal cycle with arc welding caused overheating to the base metal, which is recognized as the reason for the obvious grain growth,[14,15] and the fluid of molten pool had effect on subsequent heat transfer and solidification of welds.[16] Some research results have demonstrated the effect of pulsed arc welding on weld appearance,[17] microstructure morphology, and mechanical properties.[18] Grain refinement,[19] toughness, and optimized ductility[20,21] were found with titanium alloys from 6 to 80 kHz. Above all, surface depression in molten pool represents the characteristics of arc welding that can affect the fluid status and heat-transfer process. It is the dominance of microstructure and joints’ properties, which is meaningful for welds. A previous study referred to the arc force and molten pool during conventional gas tungsten arc welding (C-GTAW) and ultrahigh-frequency pulsed gas tungsten arc welding (UHFP-GTAW). The arc force was measured and an increasing trend can be found with UHFP-AW. For the molten pool, the mathematical model was established for surface depression calculation, which was important to st
Data Loading...