Gas Phase Solid Freeform Fabrication of Saldvi of SiC Cermets
- PDF / 1,987,448 Bytes
- 5 Pages / 391.5 x 630 pts Page_size
- 96 Downloads / 370 Views
temperature that prior work has shown to produce good SiC deposition 6 . A video camera allows constant observation of the process as it proceeds.
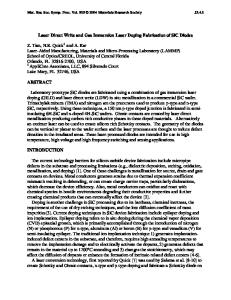
Figure 1. SALD/SALDVI System Schematic. Materials The gas precursor used in this study was tetramethylsilane Si(CH 3)4 that decomposes into SiC. Hydrogen gas is added to some of the runs to minimize the excess carbon that accompanies the decomposition process. Tetramethylsilane is liquid at room temperature but has a vapor pressure of 600 Torr at 20'C. A static pressure less than the room temperature vapor pressure, specifically 10 torr in this work, is then introduced into the deposition chamber. The metal powders used in the study were Cu, Mo and Ni. The powders are primarily spherical, range in size from a few microns to about 40 PM in diameter, and have an average diameter of about 25 rom. The thermal expansion for each metal, the SALDVI SiC, and two of the nickel silicides are compared in Figure 2 for the range of temperatures typical to the SALDVI process 78. Thermal expansion is presented as the percent change in length from room temperature. The high reflectivity of the Cu limited laser coupling at both wavelengths, making heating of the metal to the decomposition temperature of the gas difficult. To improve laser coupling, it was necessary to introduce some SiC powder to the Cu powder. In this preliminary work, the addition of 50 volume percent SiC powder to the Cu powder drastically reduced the laser power needed to reach the decomposition temperature. Copper and nickel both have a large number of silicides and a very low temperature eutectic reaction, while molybdenum is a higher temperature material with silicides that could be formed at high temperature 9 . The nature of the binaries and the relative coefficients of expansion were the primary reason for the choice of these metals for the initial SALDVI of cermets.
212
2.0 Ni
Cu
1.8
1.6
iS
1.4 •1.2
01.0
Ni3Si
S0.8 iC
0.6 0.4 0.2 0.0 0
200
400
600
800
1000
1200
1400
Temperature (C) Figure 2. Thermal expansion (% linear change) of metals, SALDVI SiC, and selected silicides 7 8. RESULTS Three distinctly different results were obtained for the three cermet systems and they will be described separately. The Cu/SiC cermet formed using the CO 2 laser and a scanning rate of 10 pim/s is shown for a three layered single line pass structure in Figure 3. Present in the metallographic cross section are the Cu powders, the SiC powders used to enhance the laser coupling, and the SALDVI infiltrated SiC. The large amount of SALD growth of SiC at the surface of each layer indicates that the actual surface temperature may have been higher than the desired temperature. Since the SALD layer extends into the region of the following powder layer, the distribution of Cu powder through the layers becomes discontinuous. We have observed the presence of a reaction zone in the matrix region around the Cu particles as a result of reaction between the Cu and the Si from the SALDVI infiltrated material. The distributio
Data Loading...