Mathematical modeling and computer simulation of the rotating impeller particle flotation process: Part I. Fluid flow
- PDF / 445,282 Bytes
- 7 Pages / 612 x 792 pts (letter) Page_size
- 33 Downloads / 368 Views
I. INTRODUCTION
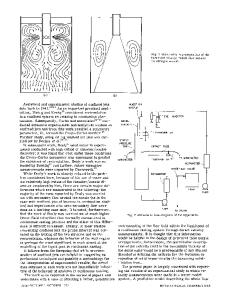
THE quality of cast products largely depends on effective treatment of the molten metal prior to casting in order to remove unwanted second phases. These unwanted phases include all exogenous solid particles and liquid phases that may be present above the liquidus temperature of the alloy, as well as all gaseous phases dissolved in the melt. When present in a cast product, second phases can cause a variety of property changes including increase in the modulus of elasticity[1,2] reduction in the fatigue strength[1,3–5] and ductility, increase in corrosion rate,[1] and reduction in electrical and thermal conductivity.[1,6] Solid inclusions that exist in aluminum foundry products can be classified into several general categories. These include oxides, carbides, intermetallic compounds, and many other exogenous refractory particles. In general, most of these solid inclusions exhibit complex structures and are very hard and brittle. The critical size of solid inclusions that may be tolerated in a casting depends on the end application. In most applications, inclusions with particle sizes greater than 10 to 20 m have a drastic effect on the quality of the part. Flotation of these particles to the surface of the melt in a rotary degasser is an effective method of removing them from molten alloys. In this process, a reactive or inert gas, or a combination of both types of gases, is purged through a rotating impeller into the liquid metal. Figure 1 shows a typical rotating impeller flotation treatment process. While the gas, in the form of discrete bubbles, rises to the surface, it encounters the inclusions and carries them to the top slag. The efficiency of inclusion removal in a rotary degasser depends on the interaction between the bubbles and the metal. This interaction largely depends on the flow field inside the melt created by the flow of the bubble as well as by the impeller rotation. Inclusion removal also depends on the agglomeration of the M. MANIRUZZAMAN, Postdoctoral Fellow, and M. MAKHLOUF, Associate Professor, are with the Materials Science and Engineering Department, Worcester Polytechnic Institute, Worcester, MA 01609. Manuscript submitted May 11, 2000. METALLURGICAL AND MATERIALS TRANSACTIONS B
particles caused by turbulence in the flow field. The velocity and turbulence fields, largely, govern the transport of inclusions to the bubble surface. Historically, the optimization of melt-treatment processes relied largely on operator experience, but better understanding of the process may be achieved through mathematical modeling and computer simulations. In addition, simulations may be used to optimize existing processes, design new processes, and determine causes and/or corrective actions for specific problems. However, the rotating impeller flotation treatment process is quite difficult to model since it encompasses a flow system that consists of multiple, separate, yet interacting, phases including a liquid phase (the molten alloy), a gaseous phase (the purged gas), and one or more solid
Data Loading...