On microstructure-property correlation of thermally aged type 316L stainless steel weld metal
- PDF / 2,975,180 Bytes
- 10 Pages / 590.28 x 785 pts Page_size
- 80 Downloads / 363 Views
I.
INTRODUCTION
A U S T E N I T I C stainless steels are the major structural material for currently operating and planned fast breeder reactors all over the world, m AISI types 304 and 316 stainless steels have been used in various reactors. Type 316 stainless steel is preferred because of its better creep and corrosion resistance. In nuclear applications, the reliability of weld joints is critical, since their behavior is significantly different from that of the wrought material. Weld deposits of austenitic stainless steels are often intentionally rendered inhomogenous by introducing some amount of delta-ferrite to avoid hot cracking during solidification.[2l The minimum amount of ferrite required depends on alloy composition and ranges from 0 to 6 FN. ~31 Despite its beneficial effect in reducing crack susceptibility, the presence of delta-ferrite leads to enhanced attack of the weld metal in some corrosive conditions. I4-7] In high temperature service or during postweld heat treatment, it accelerates the formation of the embrittling sigma phase. I8-1~1 Therefore, the as-welded microstructures of type 316 welds have been evaluated in a number of studies. 14-1~1 The changes they undergo during exposure to elevated temperatures and the consequent degradation in corrosion resistance and mechanical properties have also been reported. However, because the problem is complex, the behavior of aged stainless steel weld deposits is not fully understood. The present paper describes the results of a detailed investigation on the effects of aging on the room temperature tensile properties of a type 316L stainless steel weld metal. The changes in the tensile properties have been correlated with the microstructures evolved after aging at 773, 873, and 973 K for long durations (up to 5000 hours). T.P.S. GILL and M. VIJAYALAKSHMI, Scientific Officers, and P. RODRIGUEZ, Head of Metallurgy Programme, are with the Indira Gandhi Centre for Atomic Research, Kalpakkam-603 102, India. K.A. PADMANABHAN, Head, is with the Metal Forming Laboratory, Department of Metallurgical Engineering, Indian Institute of Technology, Madras-600 036, India. Manuscript submitted August 24, 1987. METALLURGICAL TRANSACTIONS A
II.
EXPERIMENTAL
PROCEDURES
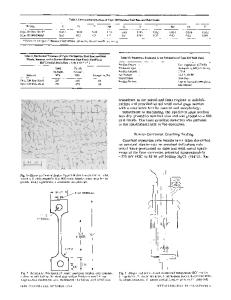
A. Specimen PreparaHon and Heat Treatment Using the gas tungsten arc (GTA) welding process, bead-on-plate weld pads were prepared by depositing 316L stainless steel filler metal on a 25 m m thick mild steel plate dimensioned 300 x 100 mm. The deposit, as shown in Figure 1, was built up to a size of 300 • 25 • 25 ram. The welding direction and bead sequence were maintained the same for all the pads. The stainless steel deposit was sectioned at a distance of approximately 10 m m from the mild steel base to avoid the deposit which might have contaminated by dilution from the base metal. 1~2JX-ray radiographs of 5 m m thick slices of the weld deposit were taken, and specimens for subsequent investigations were prepared from defect-free regions. Flat tensile specimens were machined from the weld deposit a
Data Loading...