Phase stability and atom probe field ion microscopy of type 308 cre stainless steel weld metal
- PDF / 3,374,487 Bytes
- 12 Pages / 594 x 774 pts Page_size
- 99 Downloads / 342 Views
I.
INTRODUCTION
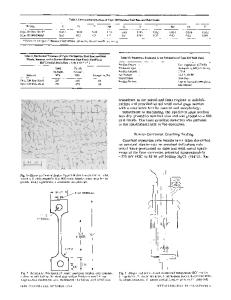
AUSTENITIC stainless steels are of technological importance for many applications, including power plant construction. The austenitic stainless steels of type 308 have been used as filler wires to weld stainless steel base plates of type 304. These type 308 stainless steel welds are expected to serve at temperatures of more than 823 K and at stress levels of ~ 100 MPa, and must exhibit creep-resistant properties equivalent to that of base metal.tl.2~During hightemperature creep testing of these welds, failures often occur in the weld metal region. In order to avoid these failures, the welding design standards allow only a limited amount of creep deformation in the weld metalY~ Early work to solve this problem focused on controlling the residual elements in the weld metal. During this research, it was found that controlled additions of residual elements (referred to as CRE) such as titanium, phosphorous, and boron to commercial stainless steel weld compositions improved the creep-rupture properties. Creep stress-rupture tests on the modified stainless steel welds have revealed that the addition of 0.007 wt pct boron to a commercial type 308 stainless steel weld metal improved the creep properties. The data from stress-rupture tests of gas tungsten arc welds (GTAW), shown in Figure 1, reveal that optimum creep properties are achieved with the combined addition of titanium, boron, and phosphorous, t31 However,
S.S. BABU, Postdoctoral Scholar on Assignment from The Pennsylvania State University, S.A. DAVID, Group Leader, and J.M. VITEK and M.K. MILLER, Senior Research Staff Members, are with the Metals and Ceramics Division, Oak Ridge National Laboratory, Oak Ridge, TN 37831-6096. Manuscript submitted April 12, 1995. METALLURGICALAND MATERIALSTRANSACTIONS A
the mechanisms for this improvement are not completely understood. To understand creep failure processes and factors that contribute to the creep property improvement, it is important to consider the microstructural development in commercial type 308 stainless steel weld metals. In these type 308 stainless steel welds, the as-welded microstructure is a mixture of about 10 pct 8 ferrite and austenite (~/).[4,5,6] This dual-phase mixture undergoes various microstructural changes during high-temperature aging at 923 K. In the early stages (-100 hours), M2aC6 carbides precipitate along the ferrite-austenite interface and the ferrite enriches in chromium. On fiarther aging (-1000 hours), the ferrite transforms to or phaseY ,6~At this stage, the M23C 6 carbides still decorate the original ferrite-austenite interface and appear as a network. The observed final microstructure, which consists of the tr phase, the network of M23C6 carbides, and austenite, is also expected from equilibrium thermodynamic calculations. A pseudobinary phase diagram of Fe-Cr-Ni-C illustrating this phase equilibria is shown in Figure 2. Previous investigations have focused on relating this microstructure development to the creep failure processes.t1-3,8] High-temperature creep f
Data Loading...