Microstructural Stability of a NiAl-Mo Eutectic Alloy
- PDF / 2,866,248 Bytes
- 6 Pages / 408.96 x 639 pts Page_size
- 27 Downloads / 326 Views
sten arc. The button of alloy was melted and cooled six times, turning the button over in each successive time to ensure thorough mixing. The button was then crushed into powder and placed in a 99.7% pure alumina crucible. The alumina crucible was cylindrical with a 20 mm inner diameter and a 100 mm height. The crucible was then placed in an induction melting apparatus. The system was evacuated and subsequently filled with high purity gettered argon. The alloy was then brought to the melting temperature and held for 30 minutes to ensure mixing. After cooling, new powder was added to the crucible and the process is repeated until the final billet length is 2.5 in. It was noted that the temperature at which melting occurred, using optical pyrometers, was approximately 1600'C. There is some discrepancy in the melting temperature for NiAl-9 at.% Mo in that Cline et al. [7] reported that the melting temperature of the eutectic was 1526 0C. At this time, a detailed differential thermal analysis has not been performed to determine the actual melting temperature. The alloy did not melt when subsequent annealing tests were performed at 1545°C, indicating that the melting temperature may be
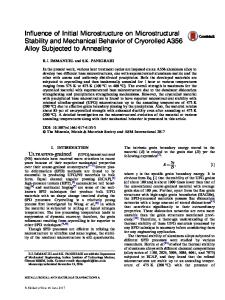
Figure 1. Transverse section of directionally solidified NiAI-9Mo at 11 mm/h. Low magnification to show cell structure.
0.5.MM
closer to 1600 0 C than 1526'C. The crucible of material was then placed in a modified Bridgeman furnace and directionally solidified. The furnace chamber was evacuated and backfilled with high purity gettered argon. The temperature of the crucible was raised to 1700'C and held for 1 hour. The crucible was then lowered into a cold zone. The temperature of the system was monitored by two thermocouples, one in the hot zone and one in the cold zone. They are separated by a distance of 7 cm. The approximate temperature difference between the two thermocouples during the solidification process is 280 0C. The melt was lowered from the hot zone of the directional solidification furnace using two different drop (solidification) rates, 11 mm/h and 4.5 mm/h. The microstructure of the NiA1-9Mo material solidified at a rate of 11 mm/h will be referred to as Alloy A hereafter in the paper. The G/R ratio (G=thermal gradient, R=growth rate) for this rate was 1.3 x 103 'C s mm-2. The rod composite structure in a transverse section of an ingot of Alloy A is shown in Figure 1.A cell or colony structure is formed at this solidification rate. The average linear intercept cell width of alloy A was 0.4 mm and the average length of the cells was 5 mm with some up to a length of 25 mm. The cells form when the solid-liquid interface becomes unstable or non-planar and cusps form. The rods (fibers) grow at right angles to the liquid-solid interface, and when the interface becomes non-planar the fibers will bend toward this interface near the cusps. This bending occurs on both sides of the cusp, creating a cell boundary. The cell boundary consists of the terminal ends of the fibers, which are no longer faceted, and islands of a dendritic-
Data Loading...