The GdxCe1-xO2-x/2 System: Phase Formation and Cation Interdiffusion
The following chapter contains the results on the Gd2O3 thin films on polycrystalline ceria substrates. The samples were prepared to investigate microstructure evolution and cation interdiffusion at the Gd2O3/CeO2 interface. Structure identification was p
- PDF / 699,606 Bytes
- 15 Pages / 419.528 x 595.276 pts Page_size
- 106 Downloads / 294 Views
tion 3.1.1 Substrate Preparation Polycrystalline CeO2 substrates were prepared by employing a multi-step procedure. High-purity CeO2 powder was purchased from Treibacher Industrie AG (Althofen, Austria). The amount of CeO2 divided by the Total Rare Earth Oxides (TREO) is above 99.99 %. Given contents of Y2 O3 , LaO3 , Pr6 O11 and Nd2 O3 are less than 10 ppm each. Contamination concentrations in the powder are 20 ppm for Si and below 20 ppm for Al, Fe, Sn, and Zn. The particle size distribution provided by Treibacher was that the diameter of 10 % of the particles is smaller than 0.136 μm and the diameter of 10 % of the particles is larger than 2.26 μm where the percentage refers to volume. Consolidation of the CeO2 powder into cylindrical shape was performed by uniaxial pressing (10 kN) using a steel powder compaction tool with a diameter of 20 mm (resulting pressure 31, 8 MPa). An amount of 4.5 g for each pellet resulted in green bodies, about 4 mm in thickness. The relative density (50 %) was estimated by the mass and the geometrical parameters of the green body. To enhance the green-body den-
C. Rockenhäuser, Electron Microscopical Investigation of Interdiffusion and Phase Formation at Gd2O3|CeO2- and Sm2O3|CeO2- Interfaces, MatWerk, DOI 10.1007/978-3-658-08793-7_3, © Springer Fachmedien Wiesbaden 2015
48
Chapter 3 The Gdx Ce1-x O2-x/2 System
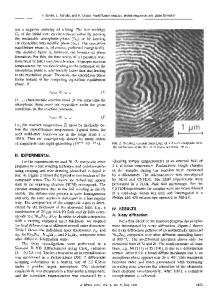
Figure 3.1: SEM image of densified CeO2 used as substrate, the sample was thermally etched for better visibility of the grain boundaries.
sity prior to sintering, Cold Isostatic Pressing (CIP) was performed at 400 MPa resulting in a relative density of 65 %. Pure CeO2 was observed to densify poorly during sintering. To obtain bulk CeO2 with a small degree of porosity, a Hot Isostatic Pressing (HIP) step was introduced in the fabrication process of the substrate pellets. The green bodies were pre-sintered 1350 ◦ C for 2 h under static air using a Nabertherm HT 08/16S oven with heating and cooling rates of 5 Kmin−1 to relative densities of 93 %, where only closed porosity remains in the discs. Subsequently HIP was performed in Ar-atmosphere using an ASEA QIH-6 hot isostatic press. To prevent contamination of the substrates in an Al2 O3 crucible, the pre-sintered discs were embedded in CeO2 powder. The substrates were heated to 1350 ◦ C at a rate of 5 Kmin−1 . After reaching the maximum temperature an Ar pressure of 150 MPa was applied for 2 h. This induces the reduction of CeO2 due to the low oxygen partial pressure in the inert Ar environment. Finally, the samples were heat treated at 900 ◦ C in static air for 1 h for reoxidation. This multi-step fabrication of pure CeO2 substrate pellets resulted in a final relative density of about 99.6 %. The cylindrical samples were cut using a diamond-wire saw into 3 substrates (about 1 mm thick). The substrates were polished (felt 1 μm) and then annealed at 900 ◦ C for 24 h in static air to reduce the density of nearsurface defects in the substrates. Fig. 3.1 shows a SEM image of a finished substrate after thermal etching. Grain sizes
Data Loading...