A Numerical Simulation of Transport Phenomena During the Horizontal Single Belt Casting Process Using an Inclined Feedin
- PDF / 5,882,636 Bytes
- 11 Pages / 593.972 x 792 pts Page_size
- 51 Downloads / 291 Views
pment of the vertical conventional continuous casting (CCC) process, which relies on gravitational forces, has helped humans create modern civil societies.[1] It is hoped that the force of gravity can also be used to control the horizontal single belt casting (HSBC) process for forming sheet products, directly, as shown in Figure 1. It is akin to the ‘‘float glass’’ process for the production of plate glass, developed at the turn of the 20th century. Directly forming sheet metal products via this Near Net-Shape Casting (NNSC)
MIANGUANG XU, MIHAIELA ISAC and RODERICK I.L. GUTHRIE are with the Department of Mining and Materials Engineering, McGill University, Montreal, QC, Canada and also with the McGill Metals Processing Centre, McGill University, 3610 University Street, Montreal, QC, H3A 2B2, Canada. Contact e-mail: [email protected] Manuscript submitted October 16, 2017.
METALLURGICAL AND MATERIALS TRANSACTIONS B
process was proposed twenty years ago by researchers at McGill University,[2] and the University of Clausthal.[3] The latter research was conducted in collaboration with the German and European steel industry. We believe that Horizontal, Single Belt Casting of steels and non-ferrous alloys has the potential to replace all CCC and thin slab casting (TSC) processes for sheet products, with a process of equivalent productivity, requiring much reduced capital and operating costs vs CCC.[4] It is also significantly better than those conventional processes, from an environmental point of view. The HSBC method relies on the force of gravity to pour the liquid metal onto a fast moving, water-cooled, single, horizontal belt. There, it must maintain a perfectly flat upper interface, during solidification. Ideally, the liquid metal should be laid down on the moving horizontal belt in an iso-kinetic and even fashion, of the desired width and strip thickness.[5] To realize this ‘‘simple’’ goal, many types of feeding systems have been designed and tested in the past. In general, depending on how many times the melt jet encounters obstacles, one can classify the feeding system into two types: single impingement[6,7] and multi-impingements.
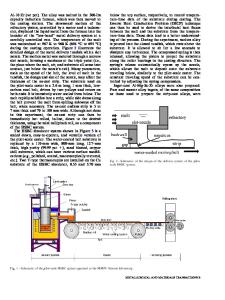
Fig. 1—HSBC pilot caster at the Metals Processing Centre (MMPC), MetSim/McGill University: (a) view of upstream feeding system; (b) view of downstream pinch roll/mini-mill.
In the present paper, the inclined feeding system to be analyzed belongs to the second category, as it involves two impingements. With such a feeding system, the melt in the tundish is driven by the force of gravity, to exit the slot nozzle as a thin melt film. Then, the falling film hits against the inclined refractory wall of the feeding system. After the first impingement, the melt film flows down the inclined refractory wall, during which time its flow pattern is reorganized by both the force of gravity and frictional forces generated by the stationary refractory wall. The melt film then impacts the moving belt at an inclined angle, h, and gradually solidifies on the belt, so as to form its final profile. HSBC i
Data Loading...