An inelastic analysis of a welded aluminum joint
- PDF / 1,149,391 Bytes
- 9 Pages / 597.28 x 785 pts Page_size
- 8 Downloads / 222 Views
I.
INTRODUCTION
BUTT weld joints are common design features of pressure vessels and are as reliable as the weakest element in the weld chain. In practice, weld material properties are determined from a tensile test specimen and are provided to the stress analyst in the form of a stress v s strain diagram. The most common method o f analysis assumes the weld is free from residual stresses produced by the welding process and ignores any variation of material properties within the weld. Experimental and analytical investigations of residual stresses and heat-affected zones (HAZs) are numerous. Rybicki and Stonesifer(1J developed computational models to calculate the magnitude and distribution of residual stresses for multipass welds. Papazoglou and Masubuchi included phase transformation effects and thermo-elastic-plastic analysis to develop computational methods of determining residual stresses in welds, t21 Agapakis e t al. t3] investigated analytical models for the calculation of residual stress relaxation during stress relief heat treatments. The softening o f material properties in HAZs has also been studied in great detail. Robertson and Dwight tal used classical heatflow theory to determine the extent of HAZs for multipass welds. However, there has been little effort to study the effects of residual stresses and material property variations for loaded weld joints. While postwelding heat treatments, stress relief techniques, and thermal controls during the welding process are designed to eliminate the detrimental effects of these process-induced variables, previous experimental studies have shown that these variables may be present in a weld even after efforts have been made to remove them55,63J The welding process for thick welds requires high temperatures and is therefore especially suspect for variations in material properties at the weld. The effects of variations in properties through the thickness of the weld and along the width of the weld are difficult to assess be-
ROBERT E. VAUGHAN is with the Structures and Dynamics Laboratory, Marshall Space Flight Center, Huntsville, AL 35812. WILLIAM P. SCHONBERG, Professor, is with the Civil and Environmental Engineering Department, University of Alabama in Huntsville, Huntsville, AL 35899. Manuscript submitted June 6, 1994. METALLURGICAL AND MATERIALS TRANSACTIONS B
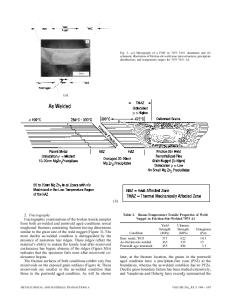
Fig. 1--Multiple-pass weld.
cause of the inaccessibility of welds in service applications and because of the costs associated with such studies. A butt weld is a weld in which two members are joined by machining a groove for the weld material and then butting the remaining parent material together at the ends (Figure 1). Depending on the thickness of the material, it is common to require multiple weld passes to fill the groove. In such a weld, the passes start at midthickness and alternate from one side to another in an effort to provide symmetrical material properties throughout the thickness (Figure 1). In addition to variance through the thickness of the weld, the material properties can vary
Data Loading...