Characterization and Recovery of Copper from Converter Copper Slag Via Smelting Separation
- PDF / 3,312,940 Bytes
- 11 Pages / 593.972 x 792 pts Page_size
- 83 Downloads / 356 Views
N
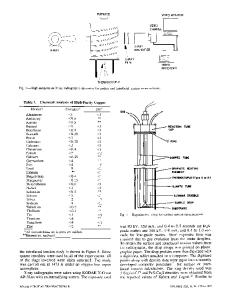
ABOUT 68.7 million tons of copper slag are produced annually worldwide by copper smelters,[1] leading to significant ecological and economic issues. Copper smelter operations can be divided into two main steps: smelting and converting. Flash smelting and bath smelting are the two most widely used smelting processes to produce matte. The high-grade matte (Cu/Fe sulfides) is then transferred into a converter to produce blister copper; the most common converter design is the so-called Peirce–Smith converter, although several alternatives have been developed.[2–5] Within the smelting and converting processes, the ferrous sulfide within the matte is oxidized to FeO, which reacts with SiO2 and other fluxing agents to form a slag. The magnetite formation is unavoidable in Peirce–Smith converters
SHIWEI ZHOU, YONGGANG WEI, YU SHI, and HUA WANG are with the Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, P.R. China. BO LI is with the State Key Laboratory of Complex Nonferrous Metal Resources Clean Utilization, Kunming University of Science and Technology, Kunming 650093, P.R. China. Contact e-mail: [email protected] Manuscript submitted October 9, 2017.
METALLURGICAL AND MATERIALS TRANSACTIONS B
and it tends to increase the slag viscosity, ultimately leading to matte and/or copper entrainment and, therefore, higher copper losses. This slag can be utilized in the production of abrasive tools, blended cements, pavements, asphalt concrete, tiles, glass, etc., due to its high stability and abrasion resistance.[6–11] However, if the copper slag is directly used as a raw material for the production of the above-mentioned products, it is undoubtedly a waste of a secondary metal resource since valuable elements such as Cu, Fe, Zn, and Pb are present in the slag. Investigations have shown that copper loss in the slag is mainly through physicochemical interactions and physical entrapment. The former is related to the dissolved copper species in the slag, i.e., Cu2O and/or Cu2S. This is intrinsically determined by the thermodynamics of the system, such as the oxygen potential, temperature, slag composition, and activity of the metallic oxide or sulfide species in the slag.[12–15] The losses due to physical entrapment are mainly attributed to the entrainment of metallic Cu and the matte caused by the decreased copper solubility in the slag, gas-producing reactions, and slag viscosity.[16–18] Recently, several studies[13,19–24] have investigated the influence of slag composition (e.g., CaO, SiO2, MgO, and Al2O3) on the viscosity, basicity, and Cu solubility in the slag with the aim of reducing the copper content. By combining experimental results and theoretical calculations, the oxygen potential and slag type can be controlled in order to optimize the smelting process.
Moreover, there have been a number of studies on metal recovery from copper slag. Many of these have been performed to recover the iron. Aluminothermic and/or carbon reduction methods were used to recover iro
Data Loading...