Implantation of Metal Ions into High Speed Steel for Improved Tribology
- PDF / 1,364,088 Bytes
- 6 Pages / 414.72 x 648 pts Page_size
- 86 Downloads / 261 Views
INTRODUCTION High speed steel, highly alloyed with refractary metals like W and Mo as well as metals known for corrosion inhibition like Cr and V, is widely applied as material for tools used in the cold forming industry. The different modifications of this steel are summarized in Hirvonen et al
[1]. Ion implantation is a method, which is used to improve surface properties like wear, friction, and corrosion behaviour, while the bulk material properties are kept unmodified. With this nonequilibrium process energetic ions of any kind can be brought into the near surface layers to create new phases, introduce new alloying constituents, change the chemical behaviour by chemical active ions and to produce defects. Nitrogen is the most investigated ion to improve the hardness of the implanted layer [2], whereas in the case of reduction of the friction coefficient carbon implantation was successfully used [3]. The variety of metal implantation is not yet investigated in its full application possibilities. For problems in corrosive environments [4], [5] as well as for applications to abrasive wear problems, metal ion implantation has already been applied with good results [6]. In this work we investigated Vanadium and Vanadium + Carbon ion implantation, both alloying
elements of the high speed steel. A comparison is carried out with samples implanted with the chemically related element Cr, investigated in a previous work [1].
EXPERIMNTAL Ion implantation was performed using the martensitic steel ASP 23, which is a highly alloyed high speed steel. The steel was manufactured by the powder-metallurgical ASP process with the following process steps: first grinding the steel, followed by compaction and finally hot forming to 27 Mat. Res. Soc. Symp. Proc. Vol. 354 0 1995 Materials Research Society
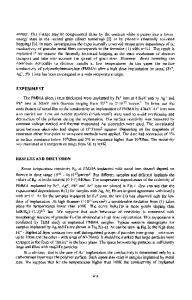
to the desired dimensions. The composition of the high speed steel used is: 1.28 C, 4.2 Cr, 5.0 Mo, 6.4 W, 3.1 V (weight %) and balanced Fe. This steel is widely used in the forming industry and has good properties for the forming process. Prior to the implantation the samples were quench hardened from 10850 C and tempered three times at 560' C to a hardness of HV 820. The microstructure then consists of a tempered martensitic matrix with embedded carbides. Ion implantation was performed at the implantation facility of GSl [7], using the metal ions V, Cr and 1-C for Nuclear Reaction Analysis (NRA). The ion energies for the metal ions and for carbon were chosen that the profiles are overlaping. 230 kev for V and 50 keV for carbon. The result of the simulation of implanted V and C profiles, calculated with the PROFILE Code [8] is shown in Fig. I. The samples were mounted on a water cooled sampleholder, using Indium foil to guarantee a good heat contact. The ion beam was scanned magnetically in x- and y- direction to guarantee a homogenious ion distribution across the sample surface of 28 mm diameter. This was controlled using a grid system and a viewing screen in front of the sampleholder. The ion beam current was measured on the sa
Data Loading...