Interface microstructure between Fe-42Ni alloy and pure Sn
- PDF / 497,727 Bytes
- 9 Pages / 612 x 792 pts (letter) Page_size
- 100 Downloads / 274 Views
Jung-Goo Lee and H. Mori UHVEM, Osaka University, Mihogaoka 7-1, Ibaraki, Osaka 567-0047, Japan (Received 24 October 2002; accepted 19 February 2003)
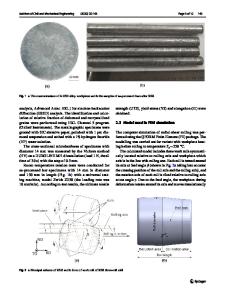
The interfacial reaction and microstructure of Sn with an Fe–42Ni substrate soldered at 250 °C were studied primarily using transmission electron microscopy. Apparent double reaction layers formed between Fe–42Ni and Sn of the same phase of FeSn2 containing Ni from 2 to 6 at.% as a substitution impurity for Fe. The first layer, which faced an Fe–42Ni substrate, was thin and grew with a flat interface. The second layer, which adhered to Sn solder, showed needle/square pillar-shaped small crystalline structures. Between these two layers, voids were frequently observed. The morphological difference between these two layers and voids could be attributed to the slow-fast diffusion mechanism during soldering. The fast diffusion occurring along the surfaces or the grain boundary of FeSn2 in the second layer led to the growth of FeSn2 products into Sn melt. Simultaneously, the slow diffusion penetrating the Fe–42Ni and FeSn2 grain contributed to the formation of the first layer and voids. Ni from Fe–42Ni can dissolve into Sn melt at the reaction temperature. The dissolved Ni formed platelets of Ni3Sn4 intermetallic compound inside a –Sn matrix on solidification or on cooling. In contrast, Fe formed FeSn2 crystallines directly along the interface, because its activity was higher than that of Ni in a Sn liquid at reaction temperature. The joint of Fe–42Ni/Sn/Fe–42Ni, reacted for 2 min, had a joint strength of about 65 MPa, and maintained this high strength regardless of the reaction time.
I. INTRODUCTION
The coefficient of thermal expansion mismatch between surface mount devices and substrates has become a major problem in the electronic packaging industry, such as with leadless chip carriers mounted onto PC boards.1–3 This mismatch results in a joint failure and a potential reduction in vibration fatigue life. The Fe–42 wt.% Ni (Fe–42Ni), which is called a 42 Invar alloy, has been used as excellent electrode substrates or leads because its coefficient of thermal expansion is much closer to those of Si devices than those of Cu or Ni. On the other hand, Sn-based solders have traditionally been used as one of the most useful interconnecting materials in the microelectronics industry because they possess an easy handling nature, good workability, adequate mechanical properties, and a low processing temperature.4 Thus, the interfacial reactions in the Sn-based solder/substrate systems are quite important for the manufacturability and reliability of soldered assemblies.5–7 The optimization of a)
Address all correspondence to this author. e-mail: [email protected]
1202
http://journals.cambridge.org
J. Mater. Res., Vol. 18, No. 5, May 2003 Downloaded: 03 Apr 2015
the formation of interfacial phases between substrates and Sn-based solder can improve the wettability and can also have benefits in the development of strong interconnections.8 However, the presence of thic
Data Loading...