Microstructural evolution during ion beam assisted Deposition
- PDF / 1,750,308 Bytes
- 12 Pages / 414.72 x 648 pts Page_size
- 81 Downloads / 417 Views
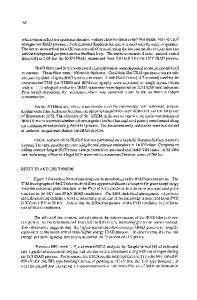
orientation, lattice constant match with the film, the thermal expansion difference between the substrate and the film, and the surface condition of the substrate (smoothness, purity, surface defects) can bias the crystallinity and orientation of the resulting film, but these are considered here to be second order parameters. The questions addressed in this paper are, what are the processes operating during the ps-ns time scales of film formation, and how do the four first order parameters influence these processes that lead to final film formation? The operative physical and chemical factors include the thermodynamic quantities of the cohesive energy of adatoms and the free energy of compound formation, over which there is little control, and the processes of physi- and chemi-sorption, thermal desorption, nucleation, nuclei dissociation, surface diffusion, and specific nucleation sites. The atomic processes that can occur on a surface during growth by any method are schematically shown in Fig. 1.4 A thorough discussion of these concepts can be found in a review by Venables et al. 5 Briefly, atoms accumulated on the surface may diffuse laterally until lost by re-evaporation, consumed in formation of a critical size nucleus, captured by an existing cluster, or trapped at a special site. Each of these processes has a characteristic time, controlled by the rate of diffusive jumps. Rearrangement of small clusters can occur by surface diffusion to form a more stable shape. The surface of a real solid is rarely perfect and defects such as ledges, kinks, dislocations, and point defects modify the binding energy of an adatom to the surface and hence modify nucleation. At high temperature the surface rearrangements are possible; at low temperature they are inhibited. In thermal evaporation, only Ri, P and T are controlled and T provides the only means to influence the physical processes since most of them are activation controlled. For example, in MBE of GaAs, the temperature is chosen to be high enough to provide surface atom mobility to form the film layer-by-layer. The epitaxial film could be grown faster by raising the temperature to speed up the rearrangement process, but this results in degradation of the electrical properties due to increased defect concentrations, decomposition of GaAs by evaporation of the As accompanied by a slower growth rate, or bulk diffusion of Ga or As into the substrate. Therefore, there is a narrow temperature window for the growth of single crystal GaAs that is determined by material properties including the surface mobilities of Ga and As, the bulk diffusivities of Ga and As as a
ONN , /O /94,oo / ~i 4ý OoO,40
.,
Figure 1. Schematic diagram of atomic processes in the nucleation and growth of deposited thin film atoms on a substrate surface. (Horwitz and Sprague4 )
46
function of temperature, and the thermodynamic stability of the GaAs compound. In general, the temperature window will vary according to the properties of the particular material being deposited, but there are some mat
Data Loading...