Microstructure and properties of 1050A/AZ31 bimetallic bars produced by explosive cladding and subsequent groove rolling
- PDF / 2,573,002 Bytes
- 15 Pages / 595.276 x 790.866 pts Page_size
- 109 Downloads / 414 Views
(2020) 20:77
REVIEW ARTICLE
Microstructure and properties of 1050A/AZ31 bimetallic bars produced by explosive cladding and subsequent groove rolling process Sebastian Mróz1 · Renata Mola2 · Piotr Szota1 · Andrzej Stefanik1 Received: 24 February 2020 / Revised: 14 May 2020 / Accepted: 10 June 2020 © The Author(s) 2020
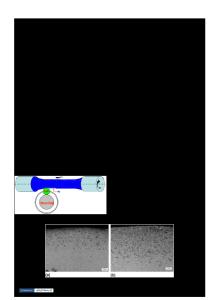
Abstract Within the framework of this study, the 1050A/AZ31 round bimetal bars were produced by the explosive cladding method and subsequent groove rolling process. LM/SEM investigation shown that by proper selection of the explosive cladding parameters (mainly initial distance between 1050A tube and AZ31 core and detonation velocity) it is possible to produce 1050A/AZ31 feedstocks without a continuous layer of Mg–Al intermetallic phases on the interface between joined materials. The experimental tests of the groove rolling process of 1050A/AZ31 bars were supplemented with a theoretical analysis using FEM-based numerical modelling. Based on the test results obtained, it was found that the interface of the 1050A/AZ31 bar rolling at a temperature (300 °C) was characterized by the generation of a thin continuous intermetallic layer without cracks. Applying a higher rolling temperature of 400 °C, which is usually used in hot forming processes of Mg alloys, led to the production of a thicker intermetallic layer, which cracked during the rolling process as a result of deformation. Strength of the fabricated bimetal joints was high, they did not delaminate during shear tests. Keywords 1050A/AZ31 bimetal bars · Explosive welding · Groove rolling · Microstructure analysis · Numerical modeling
1 Introduction Magnesium and aluminium alloys are characterized by holding the lowest density of all structural metallic materials, and, therefore, are widely used in automotive, aircraft and aerospace industries. To expand the application of these materials in the transportation sector, in recent years, new types of light alloys and composites based on magnesium and aluminium are being extensively developed [1, 2]. A promising solution in the area of lightweight structural materials is the fabrication of Al/Mg bimetals combining the advantages of both metals: lower density of the magnesium and the better corrosion resistance of the aluminium. Fabricating one-body material with the fully integrated and defect-free interface between these two light metals is a * Sebastian Mróz [email protected] 1
Czestochowa University of Technology, 69 Dąbrowskiego Street, 42‑201 Częstochowa, Poland
Kielce University of Technology, Al. Tysiąclecia Państwa Polskiego 7, 25‑314 Kielce, Poland
2
big challenge. The Al/Mg bimetallic materials can be produced using various methods: diffusion bonding [3, 4], hot rolling [5, 6], extrusion [7, 8], welding [9, 10], casting [11, 12] or explosive cladding [13, 14]. The major problem related to the production of Mg/Al bimetals is the occurrence of hard and brittle Mg–Al intermetallic phases in the bonding zone. This affects the properties of the joints (strongly decreasing the mechanical pr
Data Loading...