On the formation of potassium bubbles in tungsten rod
- PDF / 2,221,207 Bytes
- 6 Pages / 590.28 x 785 pts Page_size
- 5 Downloads / 333 Views
C.L. BRIANT is Staff Metallurgist, Research and Development Center, General Electric Company, P.O. Box 8, MB269-K1, Schenectady, NY, 12301. Manuscript submitted April 27, 1988. METALLURGICAL TRANSACTIONS A
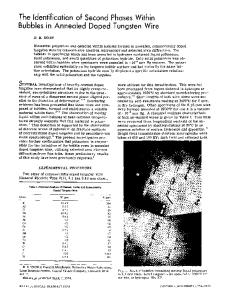
with a Hitachi S-600 scanning electron microscope that had a LaB6 filament. Figure 2 shows an example of the micrographs that we obtained. Two points should be noted about the results determined from these micrographs. In most cases, the average size measurements that we will report are based on approximately forty measurements. In describing the ellipsoids we will give both the aspect ratio and the width. The reason for giving both is that we feel that the width measurement could be more accurate. If the ellipsoid goes beneath the fracture surface, our length measurements would be shorter than the true value. We annealed the samples in the following way. They were placed in a cold furnace. The furnace was heated to the desired temperature over a period of one minute. It was held at temperature for one minute and then shut off. During the entire treatment the samples were in flowing hydrogen. The heat treatment temperatures were 1600, 1715, 1790, and 1950 ~ Table I summarizes the analysis of the potassium ellipsoids in the as-received rods. Several points should be noted. As the rod diameter decreased, the width of the potassium ellipsoids decreased and the aspect ratio increased. Also, there is a large variability in these results, as indicated by the ___1 o- standard deviations given with each number. This variability must stem from the fact that the ingot had a wide variety of pore sizes. We next consider the changes in the ellipsoid size as a function of annealing. Figures 3(a) and (b) show the width and aspect ratio plotted as a function of annealing temperature for these three rods. For the rods deformed to 0.52 and 0.34 cm, there is a clear decrease in aspect ratio and increase in width as a result of annealing. The increase in width occurs because the potassium vapor pressure in the ellipsoid causes it to expand. The decrease in aspect ratio occurs because the ellipsoids break up into segments of shorter length. An example is shown in Figure 4. In contrast to these results, the data in Figures 3(a) and (b) show that annealing produced much less of a change in the width and aspect ratio of the rod deformed to 0.77 cm diameter. As these ellipsoids are breaking up to form smaller ellipsoids or spherical bubbles, the overall density of ellipsoids will decrease because of the bubble formation. Figure 5 shows this decrease. Again the changes are much greater for the rods deformed to 0.52 cm and 0.34 cm than for the rod deformed to 0.77 cm. These results taken together suggest that upon heating there will be both widening of the ellipsoids and break-up of them into shorter ellipsoidal segments or spheres. This break-up occurs more rapidly in the ellipsoids that have greater aspect ratios. We now wish to consider this process in more detail. When the ellipsoids break up, they do so by fluctuations along their le
Data Loading...