Powder Processing of Functionally Gradient Materials
- PDF / 339,721 Bytes
- 3 Pages / 576 x 777.6 pts Page_size
- 17 Downloads / 352 Views
32
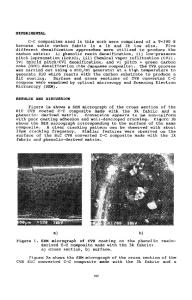
perature distribution is estimated by the help of a heat-conduction calculation using the finite-element method. A graded sample of partially stabilized zirconia (PSZ)/Mo was sintered by this method, where the maximum temperature of the heated surface was over 2100 K, and the temperature difference was 300 K, across a thickness of 3 mm. Sintering densification was quite rapid and 60-s sintering was enough to result in dense compacts. There had been no defects within the sintered compacts. Figure 1 shows a P/M-fabrication flow chart of disk-shaped FGMs for thermomechanical testing developed in my P/M laboratory at Tohoku University.
Starting materials (metal and ceramic powder & whiskers)
1
Stepwise compositional control
Continuous compositional control
L
J
1
i.
Suspension preparation
Stepwise stackinc in a steel die
Spray forming on i green substrate
Precompaction
•
^*.
^"
CIP compaction
^^
Pressureless sintering
Hot pressing
(Defect healing)
Figure 1. Flow chart of powder metallurgical fabrication of functionally gradient materials.
HIP
Sintering Adjustment Apart from the usual advantages and disadvantages of powder metallurgy, there are several technical challenges to be met for successful fabrication of FGM samples: (1) stacking powders with different mixing ratios according to the predesigned composition profile with the desired sample shape and size, and (2) compacting and sintering the stacked powder heap, which has variable compacting and sintering behaviors layer by layer.5 Powder compacts with different mixing ratios of metal and ceramics usuallv exhibit a different sintering behavior, which will cause various sintering faults in the FGM samples (such as warping, frustum formation, splitting, and crack formation).5 The sintering behaviors for the different mixing ratios are characterized by the three parameters of the sintering shrinkage curve: (1) the shrinkage commencement temperature, (2) the slope of the shrinkage curve versus temperature, and (3) the final net shrinkage. Figure 2a shows an example of different sintering behaviors for the different mixing ratios of stainless steel (SUS304) and zirconia (PSZ) powders. The three parameters to be considered for the shrinkage control are indicated in the diagram. The adjustment of sintering balance with respect to the three parameters can be accomplished by the size control of starting powders.5'6 Figure 2b shows an example of the sintering adjustment for the same materials system as in Figure 2a. The troublesome effect of the sintering unbalance can be largely avoided by employing pressure sintering (i.e., by hot pressing or hot isostatic pressing, although by hot pressing, only simple plates are obtainable). Also, consolidation of the graded compacts by hot isostatic pressing requires adjustment of the green densities over the full composition range, although this is easier than controlling sintering. The minimum dimensional size of the composition-profile control depends on the particle sizes of the starting powders and on the
Data Loading...