Numerical Simulation on Flow Characteristic of Molten Steel in the Mold with Freestanding Adjustable Combination Electro
- PDF / 7,100,194 Bytes
- 19 Pages / 593.972 x 792 pts Page_size
- 82 Downloads / 338 Views
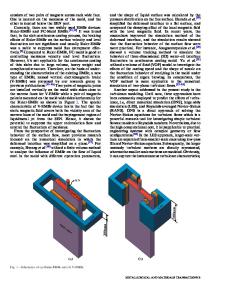
f continuous casting, the mold is known as the ‘‘heart’’ of the caster. The metallurgy process in the continuous casting mold is also the final step for removing argon bubbles and non-metallic inclusions from the molten steel.[1] The metallurgical process in the mold is a complex multiphase flow process, as described in the left of Figure 1. After high-temperature molten steel enters the mold through the submerged entry nozzle (SEN), three main influence regions are formed within the mold, which are jet impacting region, meniscus region, and downward backflow region, respectively, as depicted in the right
ZHUANG LI and DANZHU MA are with the College of Petroleum Engineering, Liaoning Shihua University, Fushun 113001, Liaoning, China. Contact e-mail: [email protected] LINTAO ZHANG is with the College of Engineering, Swansea University, Bay Campus, Fabian Way, Swansea SA1 8EN. Contact e-mail: [email protected] ENGANG WANG is with the Key Laboratory of Electromagnetic Processing of Materials (Ministry of Education), Northeastern University, Shenyang 110819, Liaoning, China. Contact e-mail: [email protected] Manuscript submitted March 10, 2020.
METALLURGICAL AND MATERIALS TRANSACTIONS B
of Figure 1. The flow behavior of molten steel in these regions directly affects the final quality of continuous casting slab. For example: a. Jet impingement region: As high-temperature molten steel is discharged from the side port of the SEN, a high-speed jet flow of molten steel is formed and subsequently impacts on the initial solidifying steel shell. This occurrence causes a decrease in thickness and even promotes steel shell re-melting phenomenon[2]; b. Meniscus region: The wall jet flowing towards the top surface of the mold forms the upward backflow and impinging meniscus, which potentially produces violent level fluctuation of the steel-slag interface near the meniscus region. The violent fluctuation of the steel-slag interface causes secondary oxidation of molten steel and the entrapment of mold powder, leading to slab quality defects[3]; c. Downward backflow region: The downward backflow region is formed when the wall jet is flowing towards the bottom of mold. Small argon bubbles or non-metallic inclusions are carried along and are difficult to remove. This will lead to quality defects of continuous casting slab when these are captured by the solidifying shell[4].
It should be noted that the aforementioned phenomena affecting the slab quality will become more prominent with the increase in casting speed. Electromagnetic braking (EMBr) technology is introduced and has been widely used in industry to solve the slab quality problem caused by high casting speed within the mold. The basic principle of EMBr technology is to alter the flow state of molten steel in the mold by applying a static (DC) electromagnetic field perpendicular to the wide face of mold. This induced current within the conducting molten steel produces a ‘braking effect’ that directly opposes the flow. The goals are (i) to suppress the velocity of molten steel jet flow,
Data Loading...