The use of particle image velocimetry in the physical modeling of flow in electromagnetic or direct-chill casting of alu
- PDF / 1,283,692 Bytes
- 8 Pages / 612 x 792 pts (letter) Page_size
- 98 Downloads / 272 Views
I.
INTRODUCTION
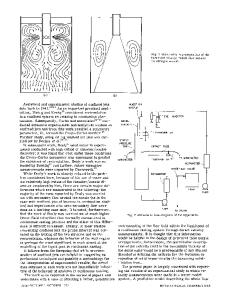
ELECTROMAGNETIC (EM) and direct-chill (DC) casting are two well-established technologies for the casting of aluminum. The latter is particularly widely practiced, and a schematic diagram of a DC caster appears as Figure 1. The technology bears a superficial resemblance to the continuous casting of steel billets, in that the molten metal flows into the top of the caster and solidified metal is withdrawn from the water-cooled copper mold. However, there are significant differences between a DC caster and a steel caster. For example, the mold is stationary in the former but oscillated in the latter. A second difference is in the casting speed, which is on the order of 1 mm/s for the DC caster but much faster (16.7 to 50 mm/s) for steel casting. From the perspective of the present work, another important difference lies in the devices used to control the flow of metal into the liquid pool at the top of the caster. In the steel industry, it is common to use a submerged entry nozzle (SEN) which consists of a vertical ceramic tube, closed at its lower end but with two exit ports on the curved surface of the tube toward the lower end. Frequently, the axes of these ports are not horizontal but are inclined downward or upward to distribute the two jets of inflowing metal in a way judged optimal for minimizing surface disturbance, promoting inclusion flotation, etc. In the case of EM and DC casting, the usual nozzle is open at its lower end and delivers a jet of metal vertically downward into the liquid pool. However, this jet is then diverted by a ‘‘bag’’ of a woven ceramic fiber placed around the nozzle, as sketched in Figure 1. There is a multitude of different bag designs. Some have a uniform, but permeable, weave, and metal may pass out of the bag from most of its surfaces; others have a dense weave of low permeability, except in certain areas (henceforth, called ‘‘windows’’) where the weave is open and highly permeable. The former DONG XU, Assistant Specialist, W. KINZY JONES, Jr., Graduate Student, and J.W. EVANS, Professor, are with the Department of Materials Science and Mineral Engineering, University of California, Berkeley, CA 94720. Manuscript submitted September 8, 1997. METALLURGICAL AND MATERIALS TRANSACTIONS B
is commonly referred to as ‘‘channel bags’’ and the latter as ‘‘combo bags.’’ The windows in the combo bags play a similar role to the ports of the SEN in a steel caster; they direct metal in a direction thought to be best for the operation of the caster and the quality of the product. The existence of a large number of bag types suggests that there is no certain knowledge of what is optimal. The flow of liquid metal in the pool above the solidification front plays a role in the distribution of the superheat of the inflowing metal and the transport of that heat to the shell of solid and, thereby, in the determination of the uniformity (or lack thereof) of the advancement of the solidification front. Casting defects such as segregation, coarse-grained regions, and cracks have been trac
Data Loading...