Ultrasonic-Assisted Soldering of 5056 Aluminum Alloy Using Quasi-Melting Zn-Sn Alloy
- PDF / 1,069,148 Bytes
- 8 Pages / 593.972 x 792 pts Page_size
- 74 Downloads / 288 Views
.
INTRODUCTION
NON-HEAT-TREATABLE aluminum alloys with 0.50 to 5.6 mass pct Mg content have been widely used in various fields because of their good mechanical properties.[1] Furthermore, their strength has been improved by severe plastic deformation techniques in the last decade.[2–4] However, the melting point of 5056 aluminum alloy with 4.5 to 5.6 mass pct Mg is lower than that of pure aluminum because of its high magnesium content. Accordingly, it is difficult to braze 5056 aluminum alloy with a Al-Si system alloy that is generally used for brazing aluminum alloys.[5] In addition, its high Mg content promotes dissolution of aluminum substrates into the filler alloy during brazing.[6] To obtain sound joints of the 5056 aluminum alloy, the joining temperature and time should be optimized. Ultrasonic soldering, which has been well known as a fluxless soldering method, is attractive as a low temperature joining process. In normal soldering applications that use ultrasonic vibration, substrates were immersed in a solder bath and joined by ultrasonic vibration propagated through melted solder.[7–9] In recent developments of new ultrasonic soldering methods, ultrasonic vibration is propagated through substrates directly without using a solder bath.[10] It has been shown that this process could TORU NAGAOKA and YOSHIAKI MORISADA, Research Scientists, and MASAO FUKUSUMI, Senior Research Scientist, are with the Osaka Municipal Technical Research Institute, 1-6-50 Morinomiya, Joto-ku, Osaka 536-8553, Japan. Contact e-mail: [email protected] TADASHI TAKEMOTO, Professor, is with the Joining and Welding Research Institute, Osaka University, 11-1 Mihogaoka, Ibaraki-shi, Osaka 567-0047, Japan. Manuscript submitted August 3, 2009. Article published online April 14, 2010. 864—VOLUME 41B, AUGUST 2010
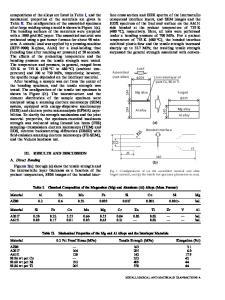
obtain joints of metallic materials,[11–14] composites,[15,16] and metal to ceramics.[17] Xu et al.[15,16] reported that ultrasonic vibration can cause high cavitation intensity in the liquid Zn-Al solder alloy, which disrupts surface oxides present on the aluminum substrate. Watanabe et al.[11,12] succeeded to produce joints of 5056 aluminum alloy using Zn filler metal with the aid of ultrasonic vibration of 19 kHz. However, it is considered that the dissolution of 5056 aluminum substrates might be promoted after using Zn filler metal at 673 K (400 °C).[6] In previous work related to this study, ultrasonicassisted soldering method successfully produced highstrength joints of 1070 aluminum using quasi-melting Zn-Sn solder alloys.[18] In this study, to suppress the dissolution of 5056 aluminum substrates, ultrasonicassisted soldering between the liquidus and solidus temperature of Zn-Sn solder alloy was conducted without using a solder bath. To facilitate high-strength 5056 aluminum alloy joints, Zn-rich Sn solder alloys were chosen for this study because they have higher strength than Sn-9Zn eutectic-type solder alloys.[19] A device for this ultrasonic-assisted soldering method was assembled, which propagated ultrasonic vibration
Data Loading...